Acoustic Emission
Emisión Acústica
VN500 Welding Control
System Contacto
English version ![]()

Detecta y analiza calidad de soldaduras spot y stud.
El análisis se realiza durante la soldadura en tiempo real.
Totalmente independiente de las máquinas soldadoras.
Finalizado cada punto o stud inmediatamente el controlador indica si la soldadura ha sido buena o mala.

-Detecta signaturas ultrasónicas en la chapa o pieza y no corriente o tensión en los electrodos.
-Analiza patrones de calentamiento y enfriamiento de la soldadura.
-Decide si la soldadura ha sido buena o mala en base a criterios programables.
-Cumple recomendaciones de norma E751-1 de la ASTM.
-100 % de soldaduras testeadas y mucho menos ensayo destructivo.
-El sistema de control de soldadura VN500 está basado en técnicas de Emisión Acústica.
-El sistema detecta y valida soldaduras de punto, stud (tucker) o mezcla de ambas.
-Detecta el tipo de soldadura automáticamente.
-Múltiples rutinas simultáneas de identificación de signatura ultrasónica.
-Hasta 256 ciclos diferentes de hasta 256 soldaduras cada uno.
-Avisa al operador "Ciclo terminado" o "Cambiar pieza".
-4 salidas digitales para controlar máquinas, dispositivos o clamps.
-Protocolo programable para controlar la máquina soldadora, tanto corriente como presión en la pinsa.
-PID controller programable para usar el VN500 en lazo de realimentación.

-Modo usuario y modo supervisor.

-Totalmente programable.

-Informes y totales diarios más la posibilidad de usarlo como data logger.

-Conexión RS232 a PC para registro total o muestreo estadístico.
-Software para transferir datos a planillas de cálculo.

-Autónomo por isla de trabajo.
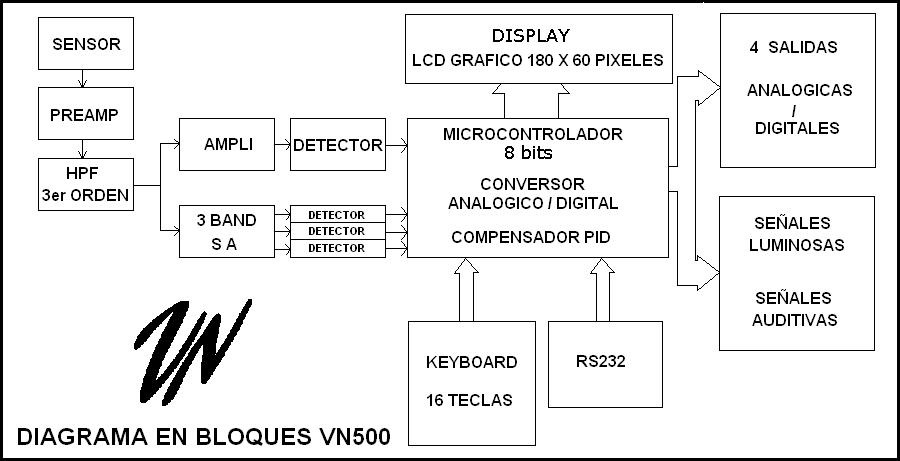
Diagrama en bloques del VN500
-Sensores, preamplificadores y filtros para cada aplicación.
 Ver
más sensores y preamplificadores
Ver
más sensores y preamplificadores
Fijación del sensor ultrasónico en soldadura de punto
Fijación del sensor ultrasónico en soldadura stud
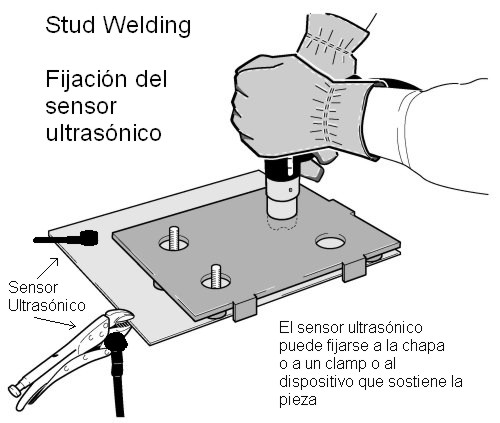
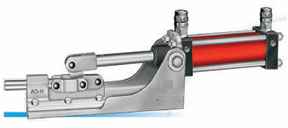
-Varios tipos de clamps mecánicos, neumáticos o hidráulicos para fijar los sensores en las piezas metálicas.

Spot welding signature: Ruido ultrasónico durante una soldadura de punto (spot welding)
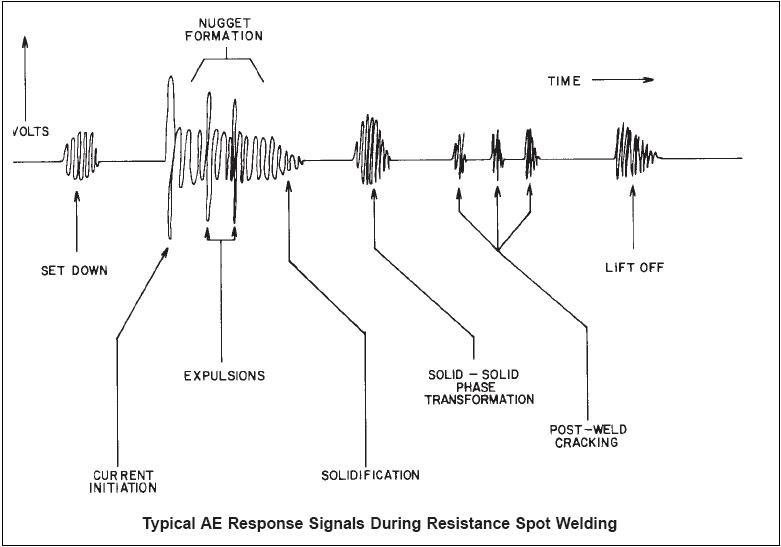
Stud Welding Signature: Ruido ultrasónico durante una soldadura stud (también llamada Tucker en nuestro medio, datos de Emhart Teknologies gmbh).
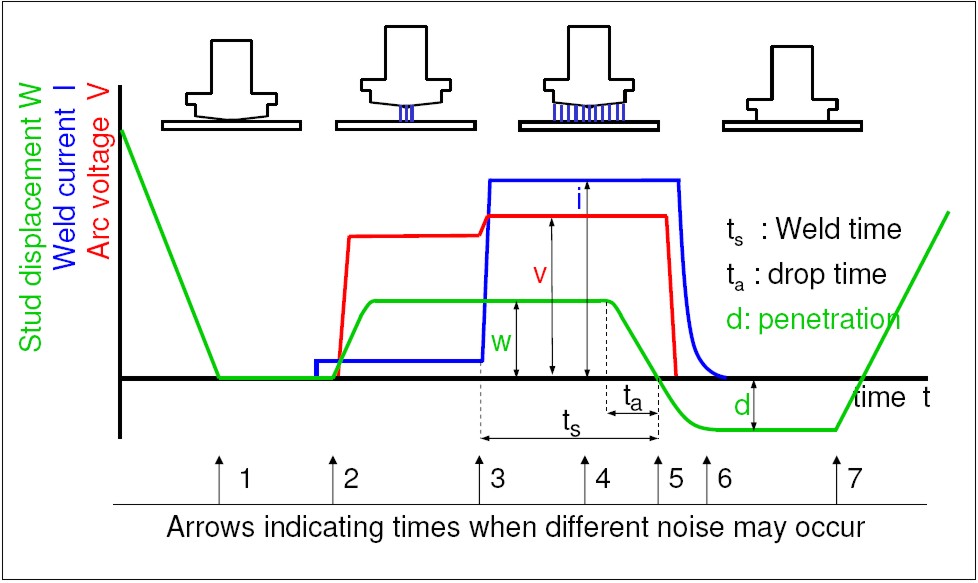
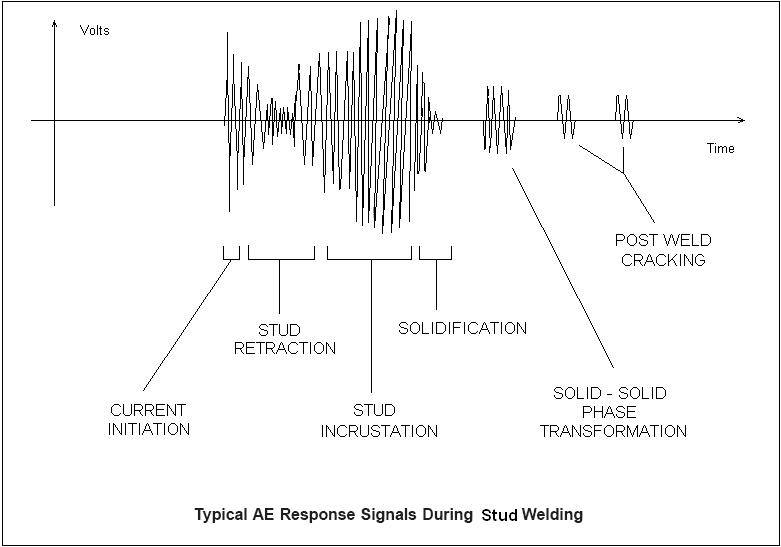
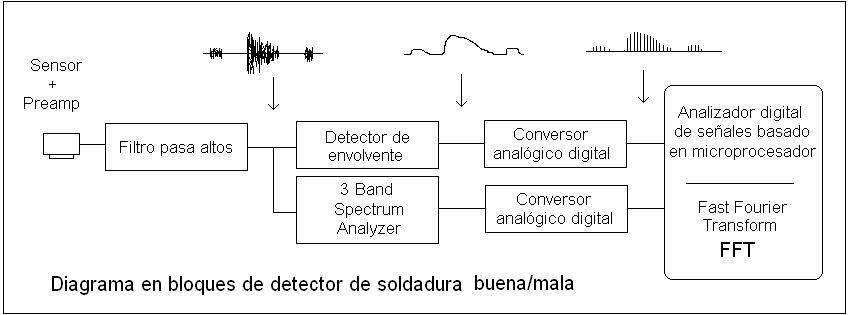
Diagrama en bloques de detección de la soldadura
- Qué es el VN500?
Es un sistema autónomo y programable de control de calidad de soldadura de tipo resistiva (punto, stud o similares).
Utiliza el principio de Emisión Acústica como fenómeno físico para la detección.
El sistema analiza TODAS las soldaduras mientras estas se realizan. Cada soldadura es detectada y procesada en tiempo real por el sistema, seguidamente decide, en base a su análisis y parámetros preprogramados, si la soldadura ha sido buena o mala.
El sistema tiene cuatro salidas digitales que permiten manejar máquinas o equipos de acuerdo al resultado de la soldadura, por ejemplo no deja abrir el clamp que retiene la pieza si ha habido una soldadura mala, el operador deberá llamar al supervisor.
Avisa también si el origen de la soldadura mala es falta de corriente por el electrodo o falta de presión en la pinza.
Puede usarse de modo realimentado programando un protocolo de comunicación con las máquinas soldadoras (tipo Miller o Aro), a fin de variar tanto corriente como presión en la pinza a su punto
óptimo. A tal fin existe en su sistema operativo un compensador PID para estabilizar lazos de control.
En soldaduras de tipo stud identifica las llamadas soldaduras frías.
Es sistema se diseñó en concordancia con las recomendaciones de la norma ASTM E751-1
a fin de certificar las distintas normas de calidad.
- Para qué sirve el VN500?
El sistema detecta y analiza la calidad de soldaduras en tiempo real, es decir, a medida que estas se realizan. El sistema analiza la TOTALIDAD de las soldaduras, el análisis de calidad no se hace sobre una muestra estadística sino sobre el 100% de las soldaduras. La calidad del producto terminado esta asegurada 100%.
Disminuye el costo en control de calidad por minimizar los ensayos destructivos a sólo aquellos que indican los protocolos o normas.
Al ser autónomo y programable puede instalarse uno por cada isla de trabajo y realizar análisis de distintos tipos de soldadura al mismo tiempo.
Los controladores se conectan a una computadora central, por RS232, para supervisar, en tiempo real, el control de soldadura de toda una planta.
Cumple también funciones de contador, por ejemplo: si se está soldando la puerta de un automóvil, con 48 puntos de soldadura, el controlador va contando los puntos y no permite abrir los clamps del dispositivo si falta un punto. (la falta de puntos en las piezas es uno de los problemas más frecuentes en toda industria).
Para la industria automotriz en particular, donde la soldadura es la espina dorsal de la rigidez estructural, se puede controlar la totalidad de los puntos asegurando así la calidad de tan vital soldadura.
- Cómo funciona el VN500?
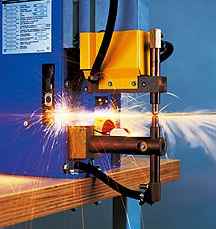
El sistema se basa en el fenómeno de Emisión Acústica para la detección de la calidad de soldadura.
La soldadura de tipo resistencia (punto, stud o similar) genera una signatura ultrasónica que le es propia. Durante el violento calentamiento y enfriamiento del Punto Caliente, vínculo de la soldadura, hay emisión de ruido ultrasónico. Este ruido ultrasónico es producto de deformaciones violentas de la red cristalina del metal.
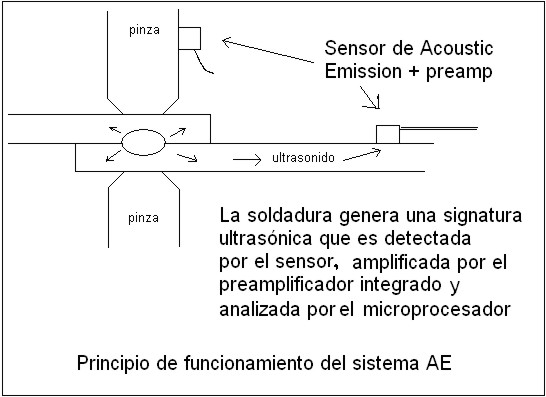
Un sensor piezoeléctrico sintonizado dentro del ancho de banda de emisión (también desarrollado y fabricado en el país) detecta el ruido ultrasónico durante la soldadura.
El sensor está fijado a uno de los electrodos de la máquina de soldadura o en
contacto con la chapa que se está soldando. El ruido ultrasónico es amplificado, filtrado, convertido de analógico a digital y registrado en la memoria interna del controlador (en acordancia con la E751-1). Inmediatamente un análisis digital de señales establece si la soldadura es buena o mala con parámetros que previamente se programaron. La correlación entre la forma de onda de la soldadura realizada y la de referencia, preprogramada en el controlador, permite establecer si la soldadura ha sido buena o mala. El sistema necesita en promedio 20 milisegundos para determinar la calidad de la soldadura recién terminada.
Está desarrollado para cumplir con la norma ASTM E751-1.
Controlador PID
Cuando el VN500 se utiliza en un lazo realimentado de control es necesario programarlo para que opere dentro de los límites del criterio de estabilidad de Nyquist, para ello está integrado un controlador PID.
Un compensador o controlador PID (Proporcional Integral Derivativo) es un sistema de control que estabiliza un parámetro de salida Y(s) respecto a una referencia R(s) minimizando el error. En otras palabras controlador PID mantiene el valor E(s) = 0 con el menor error posible. (s es la variable de Laplace).
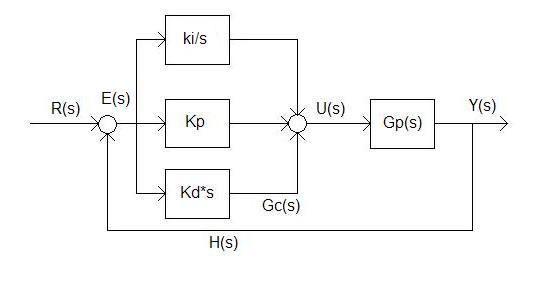
En el caso del VN500 el controlador PID es digital de 16 bits de profundidad donde Y(s) es la signatura de la soldadura real y R(s) es la signatura de la soldadura ideal.
Las variables Ki , Kp , Kd y Gp son programables a fin de adecuar el controlador a cada proceso de realimentación en particular.
Para ajustar las variables del controlador PID sugerimos el método de Ziegler-Nichols.
Bibliografía
sobre PID control
Classical PID Control
by Graham C. Goodwin, Stefan F. Graebe, Mario E. Salgado
Control System Design, Prentice Hall PTR
contáctenos info@vn-amps.com.ar
Ing. Carlos María Ortega (UBA)
Riglos 155
1424 Capital Federal
TE 5411 4901 2350